共和電機工業株式会社様
部品を加工している時間だけ価値がある
残業を減らすため、iXacsを使って段取り替えなどの停止理由と停止理由毎の停止時間を自動で収集した事例です。その後ラインストップミーティングを毎日実施して、対象ラインの停止時間を▲1.0時間/日することができました。

お問い合わせ!
\ Click /
現場の悩み
残業を減らすため、設備が停止している時間と実際に部品を加工している時間を正確に把握して改善を行いたいと思っていました。また30種類/月の部品を段取り替えしており、感覚では設備が停止している時間の大半は段取り替えだと全員が思っていました。しかし、現場改善の経験がなく、どのように進めたらいいか具体的なイメージがなかったため、現場改善が思うように進んでいなかった。
現状分析
初めに、改善対象の設備のシグナルタワーに光センサを取り付け、停止時間を自動で収集しました。次に現場作業者に協力してもらい、弊社システムのiXacsにタブレット端末から停止理由を入力し、停止理由ごとの停止時間を把握しました。その結果、停止時間の大半が段取り替え(*1)であることが判明しました。
*1 生産する品種を変更する際の設備条件やジグ、部材などの変更作業の総称
-

-
既存設備のパトライトに
センサを簡単設置

-
-
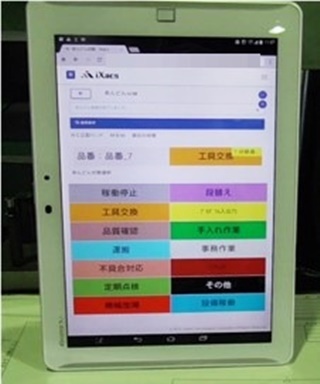
あらかじめ停止要因を登録しておき
設備停止時にタブレット端末から入力
-
-
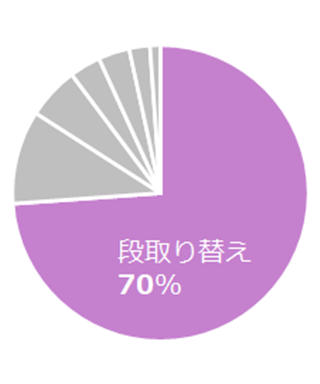
停止時間の70%が
段取り替えであることが判明
カイゼン活動
データが自動で収集できる状態を構築できたので、ラインストップミーティングを毎日実施して、日々停止内容と停止時間を活動メンバーで共有しました。
指標として可動率(べきどうりつ)(*2)と設備停止時間を選び、目標を設定しました。
目標達成に向けて、活動メンバーで改善アイテムの案だしを行いました。その際には、予測改善効果が目標の1.5倍になるまで、改善アイテムの積み上げを行いました。その結果、約50件もの改善アイテムを抽出することができました。
(*2) 設備稼働時間を設備稼働時間と設備停止時間で合計したものを割ったもので、設備が稼働している割合を示す
-
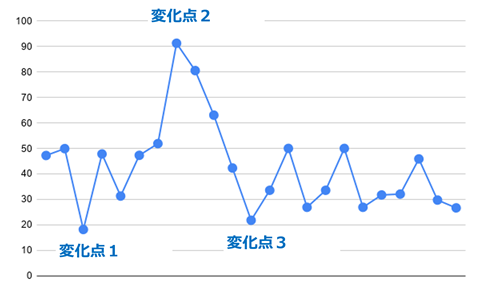
- 改善結果を横展ボードを使って活動メンバーで共有

-
- 指標と変化点(理由)は必ずプロットする
改善効果
部品の位置を変更するなど、いくつもの改善アイテムを実施することにより、可動率は+7.1%、設備停止時間は▲1.0時間/日/3ラインすることができ金額換算では▲600千円/年(*3)の効果を出すことができました。
(*3) iSTCで概算
お客様の声

これまでは、「段取り時間は機械が止まっているが作業のうち」と思っており、段取り時間に対して問題意識はありませんでした。しかし、段取り替えは付加価値のない作業と受け止め、「機械が動いている・部品を加工している時間だけ価値がある」と意識を変えることができました。今後も全員で改善活動を行っていきます。
製造部 水谷様
